

Vann- og avløpsetaten i Oslo kommune fant feil på 16 av 18 skjøter med elektromuffesveis. Særlig på DN355 var det mye feil. Hvorfor? Nå har de gjort egne tester av sveisemuffer. Her forteller Elisabeth Hovda i Oslo VAV hvordan de gjorde testene, hvilke typer feil man finner – og hva man kan gjøre for å få best mulige skjøter med sveisemuffer.
Høsten 2021 fant rørinspektørene i Vann- og avløpsetaten i Oslo kommune mye feil på skjøter med elektromuffesveis. Særlig mye feil fant de på DN355-ledninger. Av 18 muffeskjøter som ble sjekket fant de feil på 16.
Sånn kan man ikke ha det, og vi skjønte at vi måtte gjøre noe med det. Det har vi gjort, og her skal jeg fortelle om hvordan vi gjorde det, og hovedtrekkene i det vi har funnet så langt.
Elektrosveisemuffer
Jeg antar at de aller fleste leserne av Rørbloggen vet hva elektrosveisemuffer er. For ordens skyld: Sveisemuffer er rørdeler i PE med innlagte varmetråder. Muffen træs over rørendene. Varme tilføres med strøm, som gjør at skjøten mellom muffa og rørene sveises sammen.
Les også: "Den enkle metoden" – elektrosveising av PE-rør
Prinsippet brukes ofte til å sveise skjøter der man ikke har tilgang for speilsveis, eller der begge ender av røret sitter fast og ikke kan beveges på under sveiseprosessen.
Krav til muffeskjøter
Elektromuffens produktstandard er del 3 av NS-EN 12201: Rørledninger av plast for vannforsyning og for avløp under trykk - Polyetylen (PE).
Oslo VAV stiller noen konkrete krav til resultatet av elektromuffeskjøter:
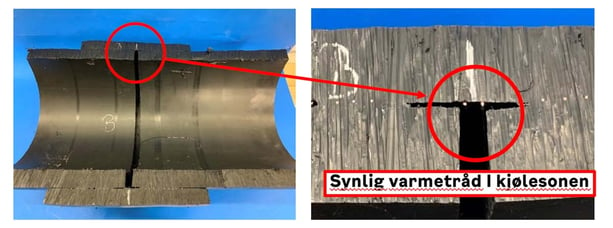
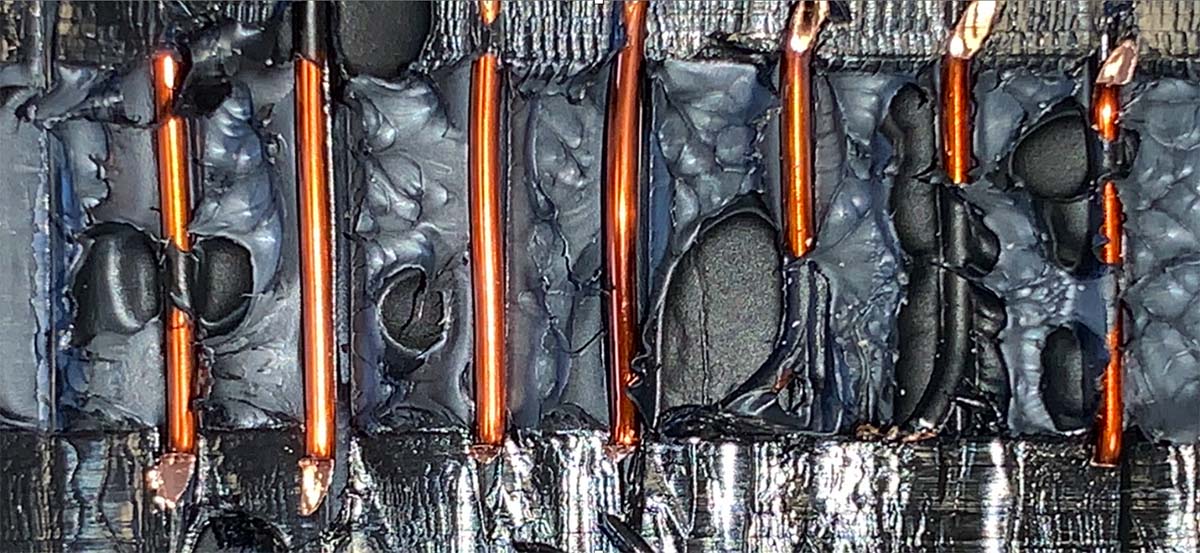
- Det skal ikke være mulig å se synlig kobbertråd noe sted i den ferdige skjøten. Verken på utsiden eller på innsiden. Dette er et omdiskutert krav. Vi mener synlig kobbertråd kan være indikasjon på sveisefeil som fører til bevegelser i materialet, og at dette dermed utgjør en underkjent sveis.
- Det skal ikke være synlig smeltet eller utflytende plastmasse i rørskjøten. Det er et krav vi er enige med alle produsenter om. Plast formerer seg ikke. Synlig utflytende masse er derfor en indikasjon på en svakhet eller et hull et sted, og utgjør en underkjent sveis. Vann finner som vi vet letteste vei. Vi vil helst ikke at det skal finne veien ut gjennom svakheten i en skjøt.
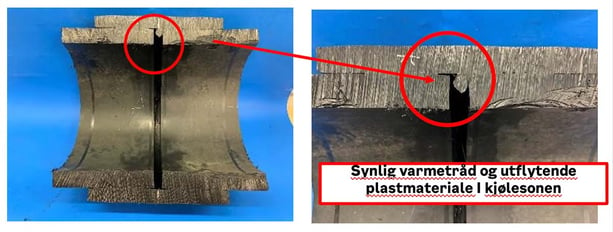 Eksempel på sveisefeil.
Eksempel på sveisefeil.
I fjor høst gjennomførte vi en serie tester av elektromuffer på PE. Dette ble gjort i samarbeid mellom VAVs egne fagfolk, leverandører og uavhengig testinstitutt. Vi testet elektromuffer i dimensjonene 180 og 355 mm, fra fire ulike produsenter. To av dem har vi rammeavtaler med.
Totalt har vi testet 36 elektromuffer. For å gjennomføre testingen har vi fått midler fra Folkehelseinstituttets program for teknologiutvikling i vannbransjen.

Sveiset i perfekte forhold – med "innlagte feil"
Testene er gjennomført på Oslo VAVs eget logistikksenter, innendørs under perfekte forhold. Vi har egne sertifiserte plastsveisere som har stått for gjennomføringen. De har sveiset med vårt eget utstyr, som selvfølgelig er kalibrert. De har sveist nøyaktig og riktig. Vi la inn ulike feil i sveiseskjøtene for å se effektene av dem i testene. Feilene var de vi mener er mest typiske feil erfart hos oss.
Les også: Er vi klare for den viktige sveisetesten?
Vi har testet hver muffe både ikke-destruktivt med digital røntgen og destruktivt med mekanisk avrivningstest.

Digital røntgen. Utstyr og eksempel på resultat.
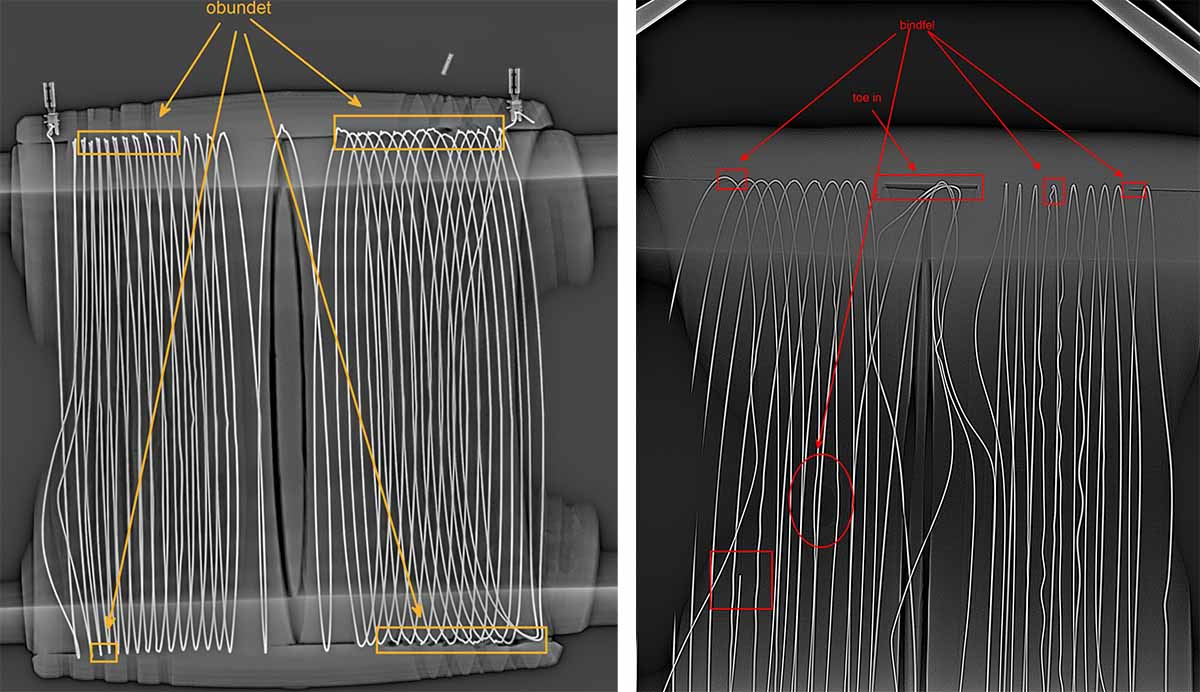
Å undersøke rørskjøter med digital røntgen er ikke særlig vanlig i Norge. Mange har ikke engang hørt om metoden, og få har sett eller brukt metoden. I Sverige er det mer vanlig. Der er det flere kommuner som krever dokumentasjon av skjøter med digital røntgen etter sveis. Fordelen med den metoden er at får sett "inni" muffa uten å kappe den ut.
Feil som kan avdekkes ved hjelp av digital røntgen:
- Bindefeil
- Sprekker
- Porer
- Forurensning
- Avvinkling
- Utflytende masse
- Forflytning av varmetråder
Destruktiv test
Etter digital røntgen fikk vi gjennomført mekanisk avrivningstest av skjøtene, i henhold til to ulike teststandarder:
- ISO 13954
- NS-EN 12814-4
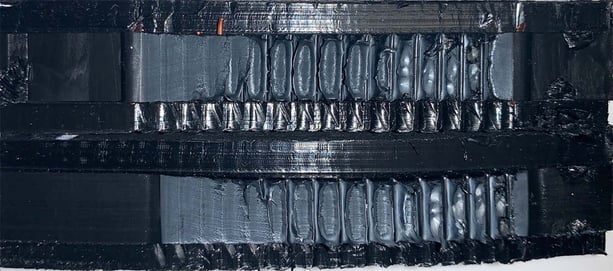
Eksempel på typer brudd og sveisefeil. Sprøbrudd (over) er et resultat av rør som ikke er skrapt. Duktilbrudd (under) er et tegn på en sterk skjøt.

Her har det vært vann/fukt i skjøten under sveising.
ISO 13954 er gitt i produktstandarden NS-EN 12201-3. Avrivningstesten den beskriver går ut på at man spenner fast røret og prøver å dra av muffa. Svakheten med metoden er den i liten grad gir tilgang til selve sveisen. Det er en god bekreftelse på at sveiseskjøten er sterk. Men det er jo ikke røret og muffa vi skal teste i denne omgang: Vi var mest interessert i selve sveisen.
Avrivningstest ihht NS-EN 12814, del 4 er lite kjent i Norge, men også den er mer brukt i Sverige. Prøveemnene i denne standarden skal være slisset rundt skjøten. I testen drar man røret og muffa fra hverandre. Vår erfaring er at denne metoden har størst mulighet for å gi tilgang til selve sveisen.
Subjektiv tolkning av resultater
I løpet av testingen ble vi overrasket over å se hvor subjektiv tolkningen av resultatene er. Også hos fagfolk hos uavhengige testinstitutt som er flinke på plast og sveis. I ett tilfelle så jeg på et testresultat sammen med en rørprodusent. Vi har enige om at det viste sprøbrudd og porer som følge av vann. Men testinstituttets folk mente at det samme bruddet var duktilt, siden porene var bitte små.
Man blir litt i stuss når ett og samme funn tolkes så ulikt og subjektiv. Det åpner for at prøver som blir underkjent av én aktør kan bli godkjent av en annen.
For ordens skyld: Sprøbrudd er brå brudd i skjøten, og ses som glatte partier. Duktilt brudd er et "seigere" brudd, og er et tegn på en sterkere skjøt. Sprøbrudd vil vi helst ikke ha, og det er som nevnt regulert med et maksimalkrav på 33 prosent av sveiseflaten i produktstandarden.
Våre tester av elektrosveisemuffer avdekker en hel del interessante ting. Både detaljer for oss som er "nerdeaktig" opptatt av teknikken i materialene, og praktisk orienterte funn som er mer relevante for utførende i felt.
Hva vi fant
Først og fremst: Riktig utførte skjøter er solide saker. Men de må utføres riktig og med stor nøyaktighet i alle ledd. Feil med skjøter skyldes som oftest slurv og feil bruk, sjelden feil med selve produktene.
Dernest: Jo større dimensjoner, jo større fare for å gjøre feil. Det er viktig å ha i bakhodet for de som jobber ute.
Testene gir også en god indikasjon på hvilke tiltak som er viktigst for å unngå feil:
Fjern oksidsjiktet ytterst. Men bruk et ordentlig roterende skrapeverktøy spesielt til formålet. Unngå egne lure løsninger med vinkelsliper eller andre redskaper. Mindre dimensjoner som DN180 er enkle å skrape, mens 355 gjerne blir en liten "treningsøkt".
Mål spontykkelsen på fire steder rundt omkretsen røret, så er du sikker på at du har skrapt jevnt og godt hele veien rundt.

Viktig å skrape jevnt og godt hele veien rundt.
Rensemiddel er viktig. Vi brukte lenge en type våtservietter der væsken inneholdt 11% vann. Det er greit på varme og fine sommerdager. Men i kaldt vær er det fort gjort at fukt blir liggende igjen. Fukt betyr porer, porer betyr sprøbrudd. Oslo VAV har gått over til å bruke en type våtservietter som inneholder bare 4% vann. Uansett rensemiddel: Det er viktig å rengjøre flatene i skjøten godt, og at rensemiddelet fordamper før montering.
Sveisemuffa må også vaskes godt! Selv om den kommer rett ut av esken eller plasten kan den være møkkete. Det utrolig viktig å vaske godt både innvendig i muffa og utvendig på røret.
Oppspenningsverktøy er en god vei til riktige skjøter. Vi har testet effekten av avvinkling. Jo mer avvinkling, jo større fare for utflytende masse. I noen tilfeller kan avvinkling også føre til stor varmeutvikling, og dermed gjøre at faren for brann er til stede. Om du bruker oppspenningsverktøy, så er du i alle fall sikker på at røret ikke står i spenn inne i muffa, og at det ikke er noen avvinkling der. Det kan være litt knot å benytte et slikt oppspenningsverktøy i starten, men man blir fort vant til det.
Vi har prøvd oppspenningsverktøy godkjent for både DN180 og DN355, og enkelte som også kan brukes i bend. Vi så at noen verktøy ble i svakeste laget for dimensjon 355. Det er viktig å ha et verktøy som er sterkt nok.

RIKTIG KAPP: PE-røret skal kappes vinkelrett på lengderetningen, slik at rørendene blir parallelle inne i muffa. Dersom kappet er skjevt kan rørenden komme inn i muffas varmesone. Det gir stor risiko for utflytende materiale. På samme måte som ved avvinkling kan man også her få varmeutvikling og risiko for brann. Vi i Oslo VAV har et eget mekanisk verksted som har laget enkle verktøy som sørger for rett og pent kapp hver gang.
Sveiseapparatet. Her er det mye på markedet. Det er viktig at apparatet er kalibrert, og det er viktig å vite hvor du har temperaturmåleren din, og at du har den ved sveisestedet for å få riktig sveisetid. Erfaringene fra ulike merker sveiseapparater er at de er ganske like gode alle sammen, bare med noen forskjeller. Vi liker apparater som har en app-løsning, spesielt der man med appen kan ta bilder og skrive inn informasjon på loggen. Tyngden varierer veldig på apparatene. Her er det lurt å prøve hva som passer best for en selv.
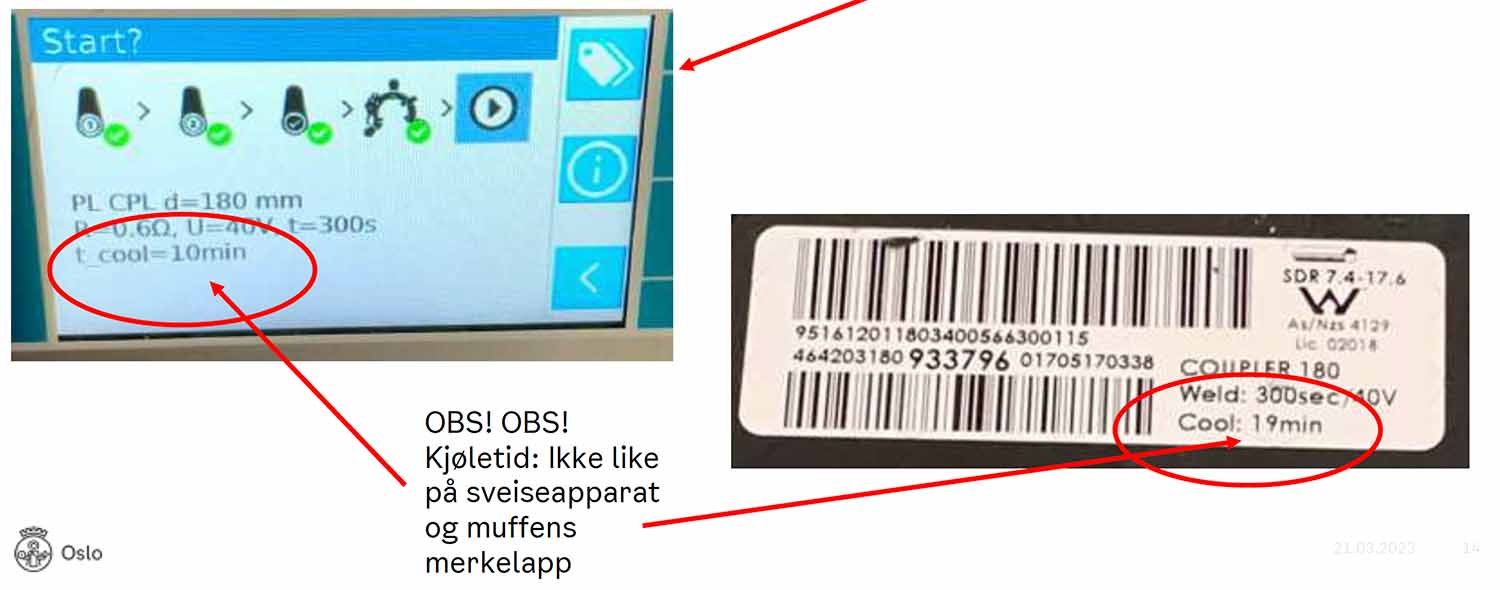
Strekkoden på muffene. Vær oppmerksom! Vi opplevde at strekkoden opplyste en kjøletid på ti minutter. Men så var det noen som etter hvert tittet på merkelappen, og der sto det 19 minutter.
Vi sjekket med produsenten, som opplyste at “... sveiseren skal vite hva han gjør. Han skal se på merkelappen, det er den som gjelder". Noen tror man bare kan bippe strekkoden i all enkelhet. Men her må man passe på.
Konklusjonen: Sveiser du riktig, så får du en god sveis. Også med elektrosveisemuffer. Jo større dimensjoner, jo vanskeligere er det å sveise riktig.




