Elektrosveising av PE-rør er til å stole på. Faktisk vil en korrekt utført sveisejobb gjøre skjøten sterkere enn selve røret. I denne artikkelen gir jeg deg tips for å lykkes med metoden.
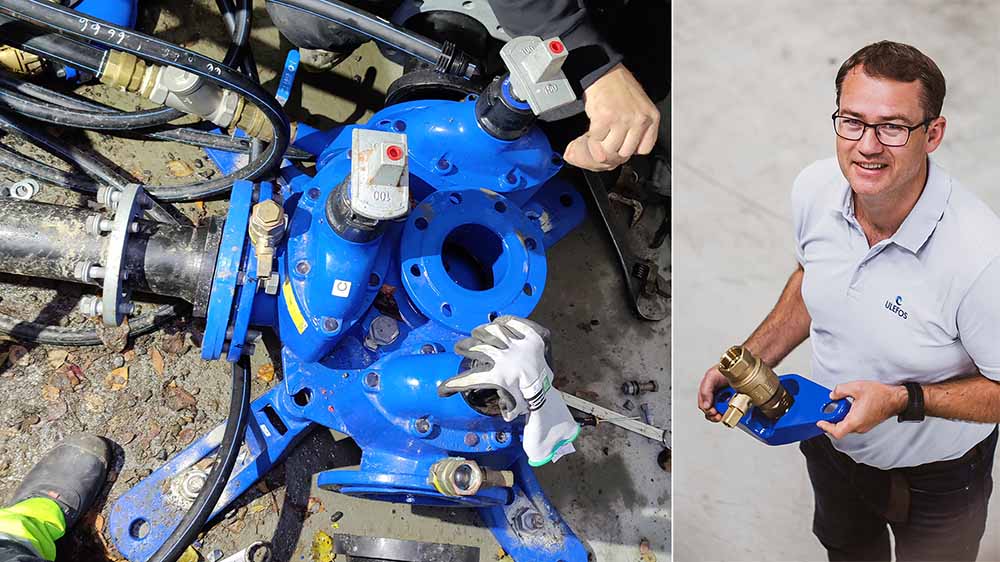
Bildet øverst viser sveising av 315mm avstikk på etablert PE-ledning med elektrosveisesadel med vakuumteknologi, Friatec SA-XL. Elektrosveising er en fantastisk skjøtemetode for PE-rør. Den kan brukes alle plasser hvor du ikke har mulighet for å få inn en speilsveisemaskin, eller der hvor det er to faste punkter og man ikke kan bevege på rørene under sveiseprosessen. Metoden fungerer fra de minste diametere og opp i store dimensjoner som 1000 mm, eller enda større. Det kan også sveises anboringssadler med metoden for å lage luftepunkter eller avstikk med dimensjoner opp i 400 mm på hovedledninger uten å kappe røret. Dersom metoden gjøres riktig vil skjøten være sterkere enn røret!
 Innsveising av T-rør med flenset ventil i en trang trekkegrop under ett reliningsprosjekt.
Innsveising av T-rør med flenset ventil i en trang trekkegrop under ett reliningsprosjekt.
Teknikken brukes også i andre bransjer, blant annet innen olje & Gass:
Dårlige erfaringer
Det som bekymrer oss som en nordisk produsent og leverandør av sveisede PE-rørsystemer er at vi får tilbakemelding på at flere ikke stoler på metoden på grunn av dårlig erfaring. Spesielt gjelder dette i større dimensjoner hvor metoden er vanskeligere å mestre, men det skjer også feil på mindre muffer. Vi har full forståelse for at ledningseiere blir skeptiske når skjøter gjort med elektromuffer på nyinstallerte ledninger får lekkasje. Så hvorfor er det slik?
Jeg skal forsøke meg på en forklaring, men la meg understreke at det kan være regionale forskjeller og ulik kompetanse ute hos ledningseiere som også spiller inn i denne problemstillingen.
Feilslått markedsføring - «det skulle være så enkelt»
Da elektrosveisemuffer kom på markedet ble de brukt i mindre dimensjoner, og de ble markedsført som en enkel metode for å skjøte PE-rør. Man trengte ikke å ha en stor speilsveisemaskin, og kunne skjøte rør i flere dimensjoner med samme sveisemaskin. Ettersom markedet har etterspurt større og større PE-ledninger, har også produsentene av elektrosveisemuffer utviklet større muffer. Det at metoden er «enkel og billig» henger dessverre fortsatt igjen! Faktum er at en elektrosveis i en større dimensjon oftest er vanskeligere å utføre på en god måte enn en speilsveis.
Les også: Vannbransjen inn i et nytt tiår
Men først litt kort om hvordan man sveiser PE
For å sveise ett PE-rør trengs noen grunnleggende faktorer:
- Flatene som skal sveises skal være rene og det ytre, oksiderte sjiktet skal fjernes mekanisk
- Sveiseområdet skal være tørt og skjermet fra ytre faktorer som vind og vær
- Unngå trekk gjennom rør slik at sveiseområdet blir kjølt ned (skorsteinseffekt)
- Sveiseutstyret må være i god stand, rent og kalibrert før bruk
- En god sveis får du gjennom å kombinere temperatur, tid og trykk
Ved speilsveising har man en varmeplate kombinert med en hydraulisk jigg som sørger for en jevn og god oppvarming, samt et definert sveisetrykk under hele sveisetiden. Før plasseres rørendene i jiggen, som også fungerer som ett holdeverktøy for rørene, før endene planhøvles, varmes opp med en varmespeil og så presses sammen med ett definert sveisetrykk som regnes ut basert på det arealet som skal sammenføyes på det aktuelle røret.
 Speilsveising av 1000mm PE100 SDR17 avløpsrør.
Speilsveising av 1000mm PE100 SDR17 avløpsrør.
Slik gjennomfører du elektrosveising
Ved elektrosveising skrapes yttersiden av PE-rørene frie for det oksiderte sjiktet, før flatene rengjøres og elektrosveisemuffen tres over rørendene. Så kobles det en sveisemaskin (trafo) til muffen, en strekkode leses og sveisetrafoen startes. Deretter kjøres strøm i en definert tid og spenning gjennom sveisetrådene på innsiden av muffen etter instrukser fra den medfølgende strekkoden – og vipps har man tilført varme i en definert tid. Men hvordan oppnår man sveisetrykk i en elektrosveisemuffe? Når røret varmes opp av sveisetrådene vil det øke i diameter og danne sveisetrykk mot muffens innside. Det er kalde soner på begge sider av sveisetrådene, slik at smeltet materiale ikke skal kunne komme ut av muffen. Derfor oppstår det et naturlig sveisetrykk.
Hurtigguide for sveising av elektromuffer:
Monteringsveiledning for muffer og fittings
Monteringsveiledning for Anboringer
Mangel på gode verktøy i store dimensjoner
I mindre dimensjoner benyttes det en del holdeverktøy for å sørge for at muffen og røret holder seg stabile under sveiseprosessen. I større dimensjoner er det vanskelig å finne slike verktøy. Dermed blir det krevende i dimensjoner med eksempelvis 630 mm. Alternativet er derfor å sørge for at sveiseområdet er spenningsfritt gjennom å jobbe med mothold i grøft, paller osv. Dersom dette gjøres skikkelig vil det også fungere godt. En del feil skyldes nok at det er spenning i muffen under sveising. Når PE-materialet da varmes opp vil materialet bevege på seg, og man får ikke det ønskede jevne sveisetrykket i muffen. Dette fordi materialet flyter bort fra området hvor det er spenning, og man kan få kaldsveis. Man kan også miste sveisetrykk i muffen dersom smeltet PE-materiale flyter inn i, eller ut av muffen.
Ofte møter vi holdninger hos entreprenører/brukerere som ikke ønsker å kjøpe inn nødvendig utstyr som gjenrundingsverktøy, holdeverktøy, skrapeverktøy osv. fordi det er dyrt og at det sjelden er ett krav som følges opp av ledningseierne. Her finnes det heldigvis gode eksempler, men dette bør være krav ute i alle kommuner som entreprenører og rørleggere må forholde seg til og investere i korrekt verktøy for jobben! Seriøse sveisefirma vil også ønske en slik utvikling, da det stiller like krav til alle om å ha riktig utstyr for å gjøre en god jobb.
Sammenligner vi med speilsveising ser vi at de firmaene som investerer i sveisemaskiner bruker de stadig oftere og dermed opparbeider seg større kompetanse på maskinene. Elektrosveising er fortsatt sett på som billig og enkelt – selv om holdningen burde være den samme som ved speilsveising!
 Hydraulisk gjenrundingsverktøy.
Hydraulisk gjenrundingsverktøy.
Dårlig passform mellom rør og muffe
For PE-rør som produseres i henhold til EN12201 sier standarden at følgende toleranser for ovalitet er tillatt fra produksjon:
- 20-280mm2%
- 315-630mm3,5%
- 710-1000mm Avtal med produsenten
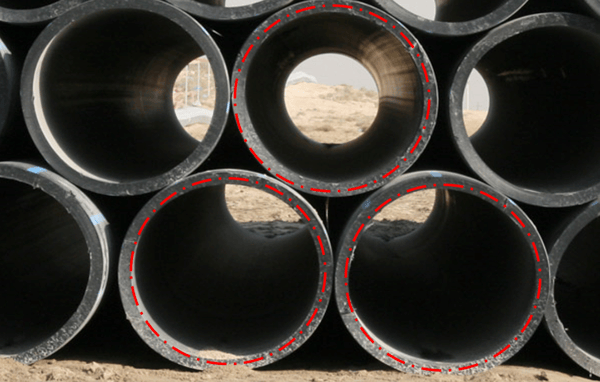 Ovale rør på byggeplass
Ovale rør på byggeplass
Det er også en toleranse på -0/+0,5% for rørets ytre diameter, som kan gjøre det ytterligere værre om man har en muffe med trang passform kombinert med ett ovalt rør.
Enhver person som har forsøkt å sveise et 630 mm rør med 3,5% ovalitet med en elektromuffe vil kunne fortelle at det ikke er noen hyggelig jobb. Det finnes gjenrundingsverktøy, men de benyttes i liten grad.
Når det da i tillegg er ulik passform på elektrosveisemuffene (noen fabrikat er trange, andre er romme) så blir det vanskelig å være den som står i grøfta og skal forsøke å få sveiset rør og muffer. Det er også litt forskjell mellom ulike fabrikater, hvor f.eks. noen dimensjoner og fabrikater sveiser en side av gangen, og f.eks. Friatec har forvarming for å oppnå sveisetrykk tidligere i sveiseprosessen. Felles for alle konstruksjoner er at man må oppnå ett sveisetrykk, og ovaliteten må derfor fjernes før sveising slik at man oppnår kontakt mellom rør og muffe rundt hele rørets omkrets.
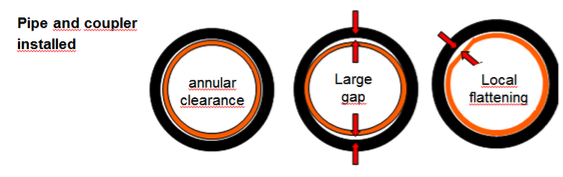 Skjematisk bilde av hvordan ovalitet og flate punkter ser ut i en muffe.
Skjematisk bilde av hvordan ovalitet og flate punkter ser ut i en muffe.
Kurs og kompetanse for elektrosveising
For å bli NEMKO-godkjent sveiser i henhold til NS416 kreves det et tredagers kurs for å bli godkjent for elektrosveising og et femdagers kurs for å bli godkjent i speilsveising. Kurset er hovedsakelig teoretisk, men avsluttes med en praktisk del for å bevise at operatøren har forstått hvordan en sveis utføres.
Det er likevel et tankekors at man etter et tre dagers kurs kan plasseres ut i grøfta for å hanskes med et 630 mm PE-rør med 3,5% ovalitet og en muffe av ukjent fabrikat. Dette ble kanskje kjøpt inn fordi det var det billigste alternativet for nettopp dette prosjektet. Både rør og muffer produseres etter EN12201, men det betyr ikke at passformen er god mellom rør og muffe, ei heller at sveiseren har erfaring med aktuell muffe og utstyr.
Les også: Slik sveiser du PP-rør
Praktisk test i speilsveising gjøres på det dimensjonsspekteret du skal få godkjent kursbevis i. Det vil si at dersom du ønsker å sveise opp til 1000 mm, så må du gjennomføre en praktisk test på en 1000 mm-sveisemaskin. For elektrosveising gjøres prøvene i mindre dimensjoner, men sertifikatet gjelder likevel i alle dimensjoner.
Mange andre land ligger lenger framme enn her i Norge. Eksempelvis har Danmark et tre-ukers kurs i sveising av plastrør. Jeg håper vi kan få til ett bransjeløft når det gjelder opplæring og oppfølging av sveisere her i landet!
Mer om ulike feil ved sveising av elektromuffer, og hvordan man kan utføre en enkel test på byggeplass finner du her.
Still høyere krav til ledningseierne
Alle har sine roller å spille, både produsenter, agenter, grossister, innkjøpere og ledningseiere – men det er kun ledningseierne som her og nå kan utgjøre en forskjell i denne saken. Systemstandarden for PE-rør og rørdeler EN 12201 angir minimumskrav for dimensjoner, men man kan alltid stille strengere krav.
Jeg vil gjerne bidra med noen råd:
- Alle sveisere skal ha gyldig sveisesertifikat
- Krev at speilsveising benyttes så langt det er mulig – elektrosveising der det trengs
- Krev at en part (leverandør, produsent, sveiser) skal garantere for passform mellom rør og muffe
- Det skal være max. 2% ovalitet på rør i alle dimensjoner, ideelt er under 1%
- Sveisefirmaet skal ha alt av nødvendig utstyr på plass, bl.a.: *
- Gjenrundingsverktøy
- Verktøy for å kappe rør vinkelrett
- Roterende skrapeverktøy osv.
- Holdeverktøy for muffer og/eller sadler – anbefalt av leverandør
- Måleutstyr
- Alt verktøy skal være kalibrert og godkjent for bruk, f.eks.:
- Sveisemaskin ha vært på årlig kalibrering
- Tykkelsen på spon fra skrapeverktøyet skal jevnlig kontrolleres med skyvelære for å sørge for at riktig tykkelse skrapes vekk fra rørets overflate
- Aktuell sveiser skal gjennomføre prosedyresveis på anlegget, - som sendes til destruktiv test hos tredje partslaboratorium (Norner, KIWA, RISE etc)
- Sveiselogg skal føres, inklusiv fotodokumentasjon av hver sveis
Gjør man metoden på riktig måte, vil sveisen være sterkere enn røret!
 Strekktest på 315mm elektromuffer. Røret er svakere enn elektromuffeskjøten.
Strekktest på 315mm elektromuffer. Røret er svakere enn elektromuffeskjøten.
Bedre sveising krever et bransjeløft
Sveising med elektrosveisedeler er etter min oppfatning en fantastisk metode – når den gjøres korrekt. Mine tanker er at plastsveisefaget bør løftes opp som fag både med opplæring og sertifisering. Dette må skje som ett felles løft, og her skal vi gjøre hva vi kan sammen med våre bransjekollegaer for å løfte dette inn i fremtiden.
En enkel metode for å tetthetsprøve elektromuffer fra utsiden er virkelig noe vi gjerne skulle funnet opp, og som ledningseiere etterspør. Dersom noen av dere har ideer her, så tar vi gladelig en prat om nettopp dette. Det er drøyt 10 år siden Hallingplast og Pipelife Norge gjennomførte en felles kampanje for å opplyse om viktigheten av korrekt utført arbeide ved elektrosveising. Jeg tror det er på høy tid at vi gjentar dette.
Mye kan bli bedre ved å stille høyere krav og være frempå under byggeperioden slik at de som sveiser også kan fortelle om hvordan de opplever arbeidet i grøfta.
Som vår kvalitetssjef sier: «Never time to do it right? – always time to do it twice». Tenk om vi kan si: «Always time to do it right – never time to do it twice».

.jpg)